


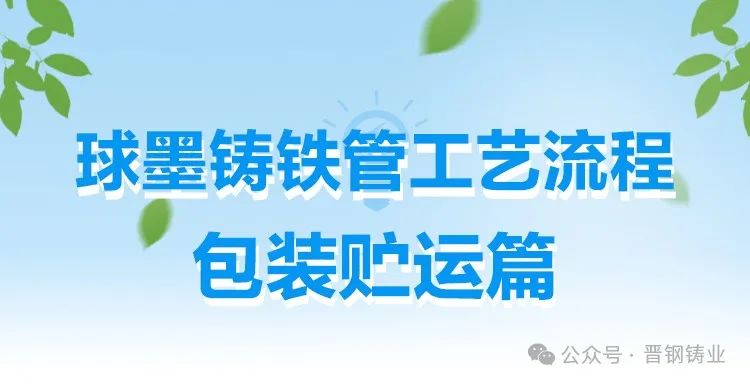
一、打包规格
DN80~DN200口径的球墨铸铁管打捆包装供货(除客户要求散装外),DN300及以上口径的管子,若客户无特别要求均为单根供货。
二、打包要求

1)打捆时使用:垫木、支撑木、钢带。
2)打包时每两根管的承插口要交叉摆放,层与层之间用相应规格的垫木垫好,底层也使用相同规格的垫块。
3)钢带在两端离承插口80cm—100cm间均布(外销打四道、内销打三道),打包钢带接头要牢靠,打扎后用手摇晃无松动,钢带下隔离胶板垫在钢带与管子接触的正中位置。
4)压扣机在钢扣上压两次,两次压痕分布在钢扣中间,间距约5mm;压扣机必须将钢扣及钢带咬合,中间部分凸起且两边高度基本相同;下层钢带折回来完全压在钢扣下且不歪斜,折弯长度大约100mm左右。
5)打包管外观标识朝外,清晰可见。
1)验收合格的管子运送至库区,并办理入库手续。
2)管子入库后,库存表随即动态更新。
3)入库后的管子应按规格、种类、颜色堆放到指定的货位上。

1)入库的管子应从提升物缓慢降落在平整地面预先摆好的专用木料或垫块上,每垛管子底部要均匀放置4根垫木,木料或垫块应高于承口凸出部分,且管子的承、插口应采用交替方式摆放,管身要相贴,两侧放置止动块。
2)散装管通常是采用四方形堆放,即相邻的两层管子承、插口相向摆放,相邻的两层管子轴线垂直摆放。打包管堆放时同样需要注意承插口的交叉摆放堆叠。


3)库管对库存管子要定期进行检查,查看管子的规格和数量是否与库存管理表相符,其堆放和固定是否符合产品的规范要求,安全防范措施是否到位,产品外观是否出现缺陷或损坏。
1)发货时,制单人员按发货清单开具出库单,库管按规定办理出库手续,装车工按单装车并核对产品规格、类别、数量和特殊要求。
2)装货时,应在其车厢内放置木条和木块;管子装好后要进行加固,管子伸出车体外部分不得超过管长的四分之一。

3)吊装散管时,应缓慢起吊、水平提升,要防止吊钩将管子的水泥沙浆衬层被破坏。起吊打包管时,要用钢丝绳起吊,切勿将吊钩固定在打捆的钢带上或管子的承插口端。
4)装管时,上层管子要与下层管子的承插口方向错开,两层管子中间应加缓冲胶垫,装完后要用钢丝绳加缓冲垫固定牢靠。

5)卸货时,尽量采用专用起吊设备卸货,卸货时要小心轻放,切不可采取以滚动管子的方式卸货,以免造成管子损伤。吊运管子的相关要求与其装货要求相同。